


想要真正了解3PE防腐钢管涂塑复合钢管欢迎来电询价产品的魅力吗?这个视频将以其无与伦比的视听效果,让您仿佛置身于产品的核心之中,感受其独特的魅力。
以下是:3PE防腐钢管涂塑复合钢管欢迎来电询价的图文介绍


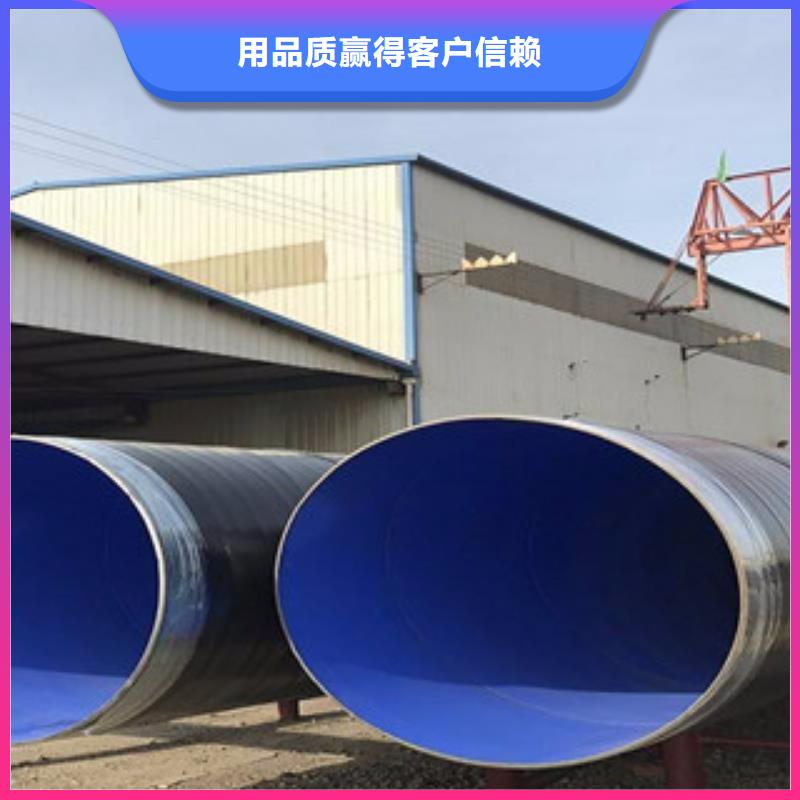
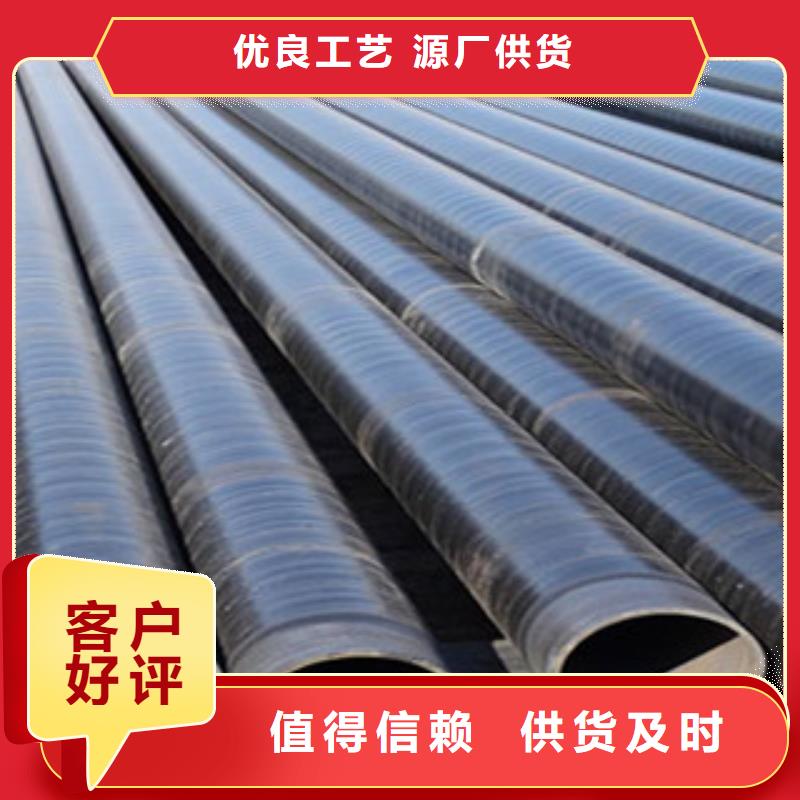
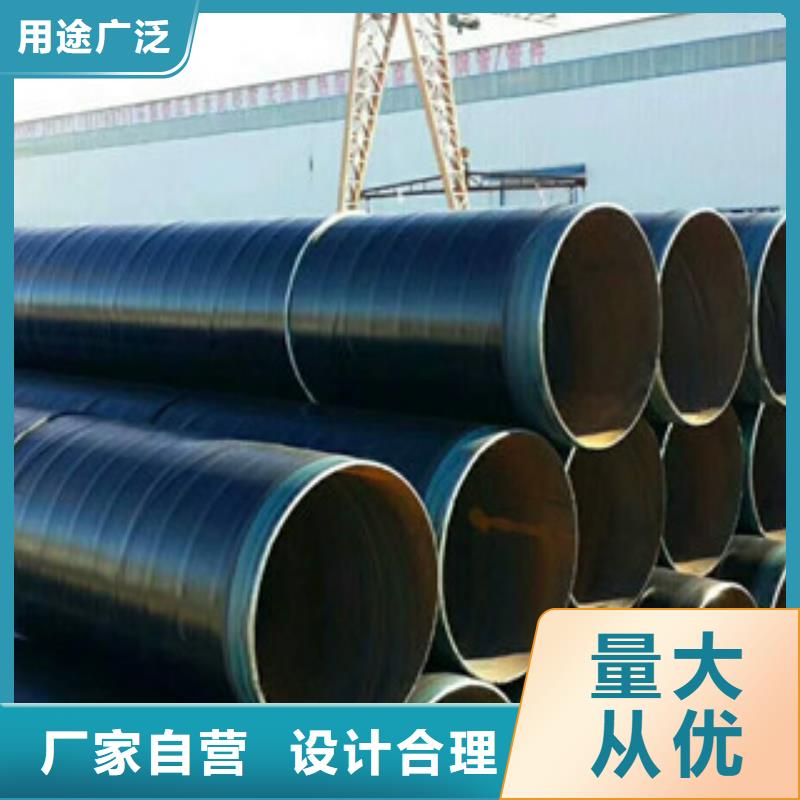
3pe防腐钢管三层结构聚乙烯防腐层(3pe)综合了熔结环氧粉末涂层和挤压聚乙烯两种防腐层的优良性质,将熔结环氧粉末涂层的界面特性和耐化学特性,与挤压聚乙烯防腐层的机械保护特性等优点结合起来,从而显着改善了各自的性能。因此作为埋地管线的外防护层是非常优越的。据有关资料介绍,三层pe可使埋地管道的寿命达到50年,目前,在国际上被认为是先进的管道外防腐技术。在我国,三层pe已率先在石油天然气系统得到应用。我国已建成3253pe防腐螺旋钢管经销商,的陕京天然气管道及库鄯输油管道,近***重点工程西气东输近4000公里管道均采用了三层pe外防腐涂层。在天河南,陕气进津67公里高压管道、外环线30公里高压天然气管道、陕京线地下储气库122公里管线也是采用的三层pe。



荆门兴昊管道有限公司位于蒲洼城开发区,地理位置优越,交通便利。荆门兴昊管道有限公司是一家以 环氧煤沥青防腐钢管生产、销售及安装为一体的企业。公司自成立以来,坚持以“顾客满意”为宗旨,以“不断”为经营理念,以“科学管理”为手段。以“信誉至上”为基本原则。荆门兴昊管道有限公司在生产 环氧煤沥青防腐钢管深受广大客户的赞扬,具有良好的信誉。企业目标:质量,立业之本,管理,强业之路;效益,兴业之源。今日的质量,明日的市场。 以科技为动力,以质量求生存。 以质量求生存,以质量求发展,向质量要效益。 效益来源于服务社会的回报。


3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢
制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。
3.2坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3.3焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
3.4焊条采用GB/T983“不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2.3.5焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧
焊时,焊丝采用同E309相同成分的A302焊丝。
3.6焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
3.7焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。

